



��ʯ�����\�I�c����
��ʯ�����\�I�c������Ҫϵ�y��Ҏ�������w���YԴ�_�l�����a�N�۵�ȫ朗l������ͬ�r���ȫ���h�����ɱ�����Ҏ�ԡ��\�I�����ĺ��Č��۽���ԭ�ϲ�ُ���ӹ����̃������|�����Ƽ�����朹�����Ԕ�����
Ԕ�����
��ʯ�����\�I�c������Ҫϵ�y��Ҏ�������w���YԴ�_�l�����a�N�۵�ȫ朗l������ͬ�r���ȫ���h�����ɱ�����Ҏ�ԡ��\�I�����ĺ��Č��۽���ԭ�ϲ�ُ���ӹ����̃������|�����Ƽ�����朹�����������Ԕ��������

һ���ӹ����a�\�I����
1��ԭ�ϲ�ُ�c����
ԭ�ρ�Դ���c��߅��ʯ����Vɽ��ӆ�L�ڹ�؛�f�h�����_ԭ��Ҏ����������500mm��ʯ�Ҏr�������r�ȣ����|���˜ʣ���������1%���o�L���ӣ����\ݔ��ʽ������ԭ���|����z�C�ƣ�ÿ���γ�z5%���������ϸ�ԭ�Ͼ��ջ�f���ۃr̎����
ԭ�σ��棺ԭ�϶ш����r�Է��ţ����������⺬ˮ�ʲ��ӡ����á����M�ȳ���ԭ�t�����棬�ш�������M������7��ӹ�����
2���ӹ����a����
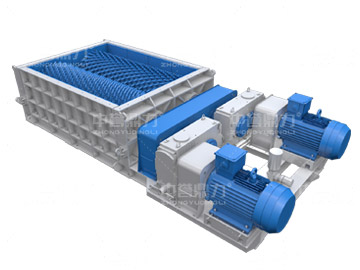
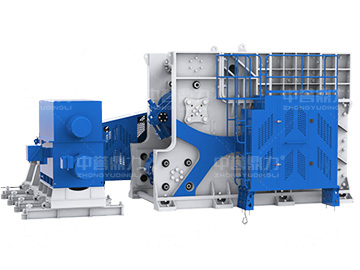
�����c�Y�֣�������������ʽ����C��̎����200-500��/С�r�����������ȡ�150mm������������ÈA�F����C�����飩���ƣ����飩���������ȡ�30mm���Y��ϵ�y���ö�����ӺY�ּ���0-5mm���C��ɰ����5-10mm��10-20mm��20-30mm��Ҏ��
��ɰ�c���Σ�ʹ�����S�_��ʽ��ɰ�C���a�߸���ֵ�C��ɰ���{���D���D�ٿ��Ƴ�Ʒ���Ρ�����ϴɰ�Cȥ��ʯ�ۡ�
�Ԅӻ����ƣ����bPLC����ϵ�y�����r�O������C������Y�֙C����ȅ������Ԅ��{���M���ٶȱ�����ϡ�ʹ��Ƥ����Ӌ���a��������ͬ������������ҡ�
3����Ʒ�����c�\ݔ
��Ʒ�}������Ʒ�ς}��Ҏ��օ^��픲����w���m�W���ײ��O�÷����ӡ�������D��Ŀ�ˣ���15�죨�����L�ڷe�����½Y�K����Ⱦ����
�����{�ȣ��c������˾���������á����c��܇��ģʽ����ÿ�չ̶��r�ΰl܇�������Ϳ��d�ʡ�ʹ�õذ�ϵ�y��RFID�˺����F܇�v�ԄӷQ�ء������ݡ�

�������Ĺ�����ʩ
1���ɱ�����
ԭ�ϳɱ����c�����̺�ӆ�����Ӷ��r�f�h���������Ј���ʯ�r��ӑB�{��ԭ�ϲ�ُ�r����ÿ���ȅf��һ�Σ�������ԭ����ȣ����;C�ϳɱ���
�ܺă���������׃�l늙C�������ڵ�늃r�r�Σ���ҹ�g���\�иߺ���O�䣨��ɰ�C��ϴɰ�C�������b����늱�����헽yӋ���h��늺ģ�Ŀ�ˣ��C��늺ġ�3.5kWh/������
�������������С��Ԅӻ��p�ˡ������������1�˱O��ȫ���̣�Ѳ�z��λ�ϲ�����C����늹�����Ŀ���˾��a�ܣ���500��/�ˡ��졣
2���|������
����ҙz�y������X�侀���ȷ����x������ֵԇ�C���O�䣬ÿ�ճ�z��Ʒ���C��ɰ�ļ���ģ����2.3-3.0��MBֵ��1.4�����ƺ�����������ʯ�ĉ���ֵ��20%�����ٹ�·�˜ʣ������ϸ�ƷҪ�������a�����μӹ�������·�����ϡ�
�^�̿��ƣ����P�I���c��������C���Ͽڡ��Y�֙C�ӣ����b�ھ��O�y�z���^�����r�^�����Ϡ�B��ʹ�ý��t����V�x��NIR�����ٙz�yԭ�Ϻ�ˮ�ʣ��Ԅ��{������C������
3���h���c��ȫ
�ۉm����������ȫ���]�S�������顢�Y�ֹ��β���䓽Y���S�����x��픲����b�}�_�������m�������mЧ�ʡ�99%�����ш��։m���C��ɰ�}�����F������ϵ�y����ȿ���60-70%��
�������ƣ��O��p������C�������b���z�p���|����������10-15��ؐ���������ϣ��S�^����Nֲ10����ľ�֎������Ղ���������
��ȫ���a���O�䷽��ķ��o����Ӳ������b���o�֣�Ƥ��ݔ�͙C��ͣ���K�g����20�ס�Ҫ�����M���ݾ���ÿ����ģ�M�O�����ͣ�C����������Ȉ�����
4�����ֻ�����
���a�O��ϵ�y������SCADAϵ�y�������O���\�Д�������������ضȡ���ӣ����a�����ܺģ����Ɍ��r���塣����AI�A�y�O����ϡ�
����朅fͬ��ʹ�Å^�K朼��gӛ�ԭ�ρ�Դ���ӹ����κ��\ݔ��Ϣ�����͑��ߴa��Դ���c�͑�ERPϵ�y���ӣ��Ԅӽ���ӆ�β��Ůa��

������ʯ��������������Ľ��h
�Gɫ�Vɽ�J�C������Ȼ�YԴ���˜ʽ��O����Uˮ���ŷš��ۉm�ھ��O�y�W����
�a�I����죺Ͷ�Yʯ�ľ��ӹ��������ʿ�����30-50%��
�o�˻����I��ԇ�c5G�b���ھ�C���o���{�V��������Σ��λ�L�U��
ͨ�^�۽��ӹ��h���ľ��滯���a�����ܻ����������ڲ����c�_�ɵ���r�£�ͨ�^�����aƷ����ֵ�����s�ɱ����F���������ʡ����h���ڌ����ИI�˗U���燍�ӹ��ɱ����͑�Ͷ�V�ʣ������m�������̡�